|

2020年03月31日
鉄腕DASHで使われたよー&再販準備中

数週間前に鉄腕DASHの番組制作を行っている会社から「ブログに掲載されてる画像使わせてー」という主旨のメールを頂きまして、当ブログ右側のサイトポリシーにある通り、自由に使ってどうぞ!とオリジナルファイルを転送するなど何度かメールでやり取りをしていました。
で、それが先週のDASH海岸でほんの数秒使われました。

使われたのは去年釣った95cmのブリです。
2019/11/04
番組内では黒潮の蛇行によりイワシが大量に東京湾に入り、それを追っかけて大型魚も東京湾に入ってきている。みたいなお話の流れ。
ボートの釣果では東京湾奥でもほぼ毎年のように青物釣れるみたいなんですが、イワシが大量に入ってくれないと青物は接岸しづらく、陸っぱりから青物の釣果報告があったとしても「釣った」ではなく「釣れた」レベル。
それが3~5年に1度起こる黒潮の蛇行によって東京湾にイワシが大量に入り、青物も一緒にドバッと入ってくる。
なのでだいたい4年に1度、東京湾奥で青物フィーバーが開催されるという仕組みです(私の予測と経験談)。
番組ではこの黒潮大蛇行が3年近く続いていると説明。
そりゃー青物フィーバーするよね。
といってもだいたい4年に1度の青物フィーバーで釣れるのは、ほとんどイナダサイズまで。
ワラササイズはたまーーーーーーに釣れる程度だったんですが、去年は私以外にもブリサイズの釣果報告をポツポツ見ました。
それだけ異常だったということでしょう。

去年陸っぱりからでもすっごい釣れたタコやタチウオなんかも、もしかするとこの黒潮大蛇行の影響が大きいのかもしれないですね。
まだ蛇行中らしいので、今年は春先からチャンスあるかも!?
温暖化などとも言われていますが、釣り人としてはルアーで狙える魚種が増えるのは嬉しいけど、環境的にはどうなんだろうなぁ(;´Д`)
というか、今年の冬は海水温高すぎが原因か、去年9月の台風による堆積物が原因か、私が通っているホームの干潟は全くもってダメでした…。
ワレカラがほとんど流れず、魚が入ってきてくれない。
例年と比べて海水温3度以上高かったもんなぁ…。

数ヶ月前にちょこっとだけ販売したノズル交換型携帯血抜きポンプ、欲しかったけど買えなかった!という方がいらっしゃったので再販準備を行っています。
コロナの影響などで素材入手が大変&そもそも製造がmax気合入れて1日1本が限界なんで、ちょっとずつ工程を進めたため、かなーーーり時間がかかってしまいましたが、今週末くらいにまたちょろっと販売しようと思います。
販売先や詳しい時間などはツイッターの方でつぶやくと思いますので、どうしても欲しいぞ!という方はそちらをチェックしてみてください。
2020年03月27日
3DプリンターvsCNC どっちが良い?

当ブログをご覧いただいている奇特な方はご存知かと思いますが、私はものづくりにおいてCNC(CNC3020)をメインにアレコレ作ってきました。
半年以上前、そこに新たな武器である3Dプリンター(Adventurer3)を購入。
ちょろちょろ使ってみて3DプリンターとCNCの使い勝手の違いについて書いてみたいと思います。
…釣りブログじゃないな(;´∀`)

まずはそれぞれの機種について。
使っているのCNCは中華のCNC3020。
中華CNCxxxxシリーズはサイズや設計の違いで色々な機種がありまして、同じ型番でもかなり違いがあったりします。
値段も2万~10万以上とピンきり。
私のCNC3020は当時のレートでaliexpressを使って送料関税込み7万円くらい。
ボールネジのを買ったのでちょっと高かったです。
現在はアレコレ改造して仕様はだいぶ変わっています。

3Dプリンターは日本では「鉄板」と言っても過言ではないほどの評価を受けている、FLASHFORGEのAdventurer3です。
現状の3Dプリンターは大きく分けると3種類あります。
1.溶かした樹脂をにゅるにゅる盛って形状を作るFDM型
2.UVレジンに紫外線を当てて硬化させるSLA型など
3.素材の粉を敷いてレーザーで溶かして作るお高いやつ
その他にも色々な方式が生まれていますが、だいたいはこの3種類。
3は個人じゃ買えない値段なので除外して、普通の人が買えるのは1のFDMか、2のSLAです。
それぞれ一長一短があるので気になる方は検索してみてください。
私の場合は2のSLA型でも良かったんですが、レジンの取り扱いなどが超絶面倒くさそうとか、LCD(光を出すディスプレイ)の寿命とか考えて、扱いが楽なFDM型、しかも安定感が高いと好評のAdventurer3を購入しました。
日本代理店から買うと7万円くらい。
私はaliexpressでセール時に買って送料関税込みで4万円後半。
今はaliexpressから買う日本人多すぎて代理店怒っちゃったのか、残念ながら日本への発送は行っていないみたい。

3DプリンターとCNC、どちらもPCで作った3Dデータを現実世界に出力する機器なんですが、最大の違いは足し算か引き算かです。
3Dプリンターはなにもない状態から素材を硬化させて作っていきます。
そのため必要最小限の素材で済みます。
0から徐々に作っていく足し算方式。
CNCはブロック状の素材を削って作ります。
そのため形状によっては大半が切り粉(ゴミ)となる事もあります。
10の素材からどんどん削って3とかの完成形にする引き算方式。
3Dプリンターが粘土細工なら、CNCは木彫り細工です。

私が使っているCNC3020、Adventurer3はどちらもだいたい7万円くらいの機種となるので、卓上機種としてはエントリーよりは上だけど、中級機の中では下くらいかと思います。
エントリークラスでは難しいけど、使い方によっては上位機種に近いことが出来たりします。
エントリークラスの優等生とも言えますし、エリートクラスの落ちこぼれとも言えます。
ではそれぞれの特徴を比べながら。
| 3Dプリンター Adventurer3 |
CNC CNC3020 |
|
| 難易度 | ◯ | × |
| 精度 | △ | ◯ |
| モデルの自由度 | ◯ | △ |
| 出力時間 | △ | ×~◯ |
| 騒音 | ◯ | × |
| 使用素材 | △ PLA、ABSなど樹脂のみ |
◯ 木材~プラ~アルミまで 鉄以上は厳しい |
・難易度

ではぞれぞれ説明します。
まず難易度(簡単さ)は圧倒的に3Dプリンターが有利。
3Dプリンターにも出力が難しい形状というのはありますが、基本的にそこまで深いことを考えずに3Dモデリングし、Adventurer3なら付属のFlashPrintという出力するためのアプリに読み込ませ、ほぼボタン1発で出力まで持っていけます。
WiFi搭載なのでFlashPrintから無線LANで転送も出来ます。
データを転送すればPC側はアプリを落としたり、シャットダウンしても問題ありません。

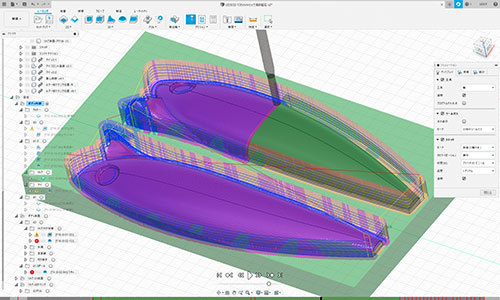
対するCNCはモデリング後にCAMというアプリケーションで切削パスを組む必要があります。
Fusion360の場合は統合環境なので、3DモデリングからシームレスにCAMを組むことができますが、かなり慣れが必要です。
設定によって切削時間が大幅に変わりますし、設定を間違えるとエンドミル(削るための刃)が折れたり、最悪CNC本体を壊します。
またCNCの場合、原点出しや素材の固定方法など、実際に切削が成功するまでに覚えなければならないことが膨大です。
フライス盤などの知識と経験がないと切削速度の感覚的なものがわかりませんし、エンドミルや素材による違いなどアナログ的な知識も必要なため、正直とても難しいです。
・精度

精度はCNCに軍配が上がります。
3DプリンターのAdventurer3は安定したFDM機種ですが、精度的にはFDMならではの欠点は覆せません。
FDMはにゅるにゅる溶かした樹脂を盛り付けていくイメージのため、どうしても角が盛り上がったり、円の1箇所に筋が出来て精度が低下します。
またヘッドを出力した面に押し付けながら出力するため上の面は比較的キレイですが、オーバーハングした下の面(ヘッドが押し付ける面がない箇所)はかなりのヨレが発生します。
これを解消するためにサポート材やヘッドの原点補正などがありますが、色々問題を含みます。

Adventurer3で10mmの穴に10mmの棒を入れたい場合、それぞれのモデリングの誤差(公差)は0.3mm以上必要です。
外径側が10mm設定なら、内径側は9.7mm以下にしないとまず入りません。
出力後に削ったり出来ないのであれば、モデリングから修正し直しとなります。
これがCNCであれば薄皮一枚削って追い込んでいく事が可能です。
・モデルの自由度

モデルの自由度は圧倒的に3DプリンターのAdventurer3に軍配。
CNC3020はZ軸の有効範囲が45mm程度と短いため、例えば100mm角の立方体を作るには分割する必要があります。
さらに3Dプリンターのようにオーバーハングした面を切削するには裏返しにする必要があり、ここもノウハウが必要となります。
作れないわけじゃないけど、すごく難しいのがCNCです。

対して3DプリンターのAdventurer3は150 x 150 x 150mmまでの有効造形範囲があるので、手のひらにドンッと乗っかるサイズまで出力出来ます。
精度はモデリング側でノウハウが必要となりますが、かなり自由度が高い形状が出せるのは便利で魅力的です。
・出力時間

出力時間は一長一短でなかなか比べるのが難しいです。
3DプリンターもCNCもどこまで細かく出力するかによって変わりますし、モデルによっても得手不得手があります。
FDM型3Dプリンターの場合、なにもない空間に樹脂を盛り付けていくため、例えば広い面積の板や十字形状、サポート材など、ヘッドが動く範囲が広いものは精度に関係なく時間がかかります。
100mmくらいの高さのあるモノで精度を求めて細かくすると、出力時間が10時間くらいになることも多々あります。
CNCはCAMの組み方によっても大きく変わります。
3Dプリンターが苦手な幅広い面積の板などは10分かからず終わらせることが出来たりしますが、大きな木材から比較的大きなモノを削り出そうとすると時間がかかります。
またCNC3020はエンドミルの交換が手動のため、エンドミルの交換が頻繁に行われる場合は交換の時間がかかります。
私がよく作る自作ルアーでは2本分同時に作ることが多く、内部の削り込みも含め合計3時間くらいかかります。
去年ブリやランカーシーバスを釣ったコノシロパターン向けの150mmクラスのルアーは、1本切削するだけで4時間くらいはかかります。
・騒音
3DプリンターのAdventurer3はかなり静かな動作音と言えます。
本体がボックス形状というのも大きいですし、夜に気になるようならダンボールでもかぶせておけばさらに静かになります。

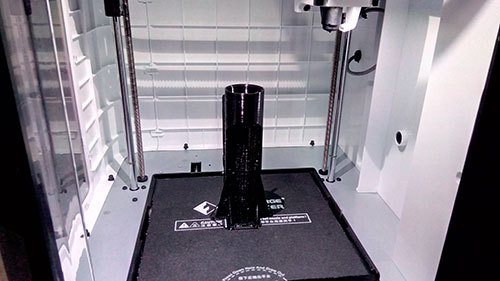
対するCNCは防音ボックスを作らないと、同じ部屋で作業するのが苦痛なほどうるさいです。
私のようなガチの防音ボックスを作ればかなり静かになります。
切削ミスでなにか起きても音で違いがわからないほどになります。
・使用素材

個人で作る程度のモノであれば、3DプリンターのAdventurer3のPLAやABS、PETGなどの樹脂でまず問題はありません。
オフィシャルのFLASHFORGEから販売されているフィラメントは優秀ですが、社外フィラメントの安いPLAでも印刷可能です。

簡易金型を作りたい、剛性が絶対に必要だからアルミで作りたい、自作ルアーで圧倒的浮力が欲しいから木材のバルサで作りたい。などの場合はCNCに軍配が上がります。
私の場合、精度や素材的な縛り、自作ルアーなどはCNCで作り、その他のある程度適当でも良いものは3Dプリンターと使い分けています。
・総評
市販品を超えるルアーをガチで作りたい。や、アルミ削りたい。などの場合は、ちょっとお高いCNCを購入するのが良いでしょう。
ただし必要知識が膨大となるため、いきなり良いものは絶対に作れません。
また本体とは別にエンドミルなど必要な工具も多々あります。
今だとFusion360の有料セミナーなどあると思いますので、本などと合わせてお金かけて覚えるのが良いと思います。
対して3Dプリンターは非常にお手軽です。
3Dモデリングさえ出来れば、比較的サクサク物体を出力することが出来ます。
色々なものが作りたい。な方は最初は3Dプリンターがおすすめです。
どちらかを使えるとモノづくりの幅はすんげー広がります。
またPCで3Dモデリングしたデータを実際に手にとり、ディスプレイと眼の前の物質で見比べるのはなんとも言えない高揚感を得られます。
モノづくりが好きな方はどちらか検討してみるのもよろしいかと!